








Штамповка листового металла: отличия холодного и горячего метода
Производство изделий посредством их штампования занимает лидирующие позиции среди остальных видов обрабатывания металлов с использованием давления.
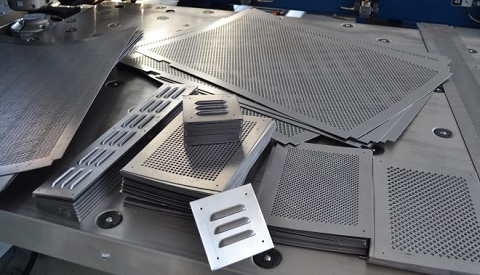
Особенно выделяется штампование метизов именно из полотен. Технология годится для изготовления элементов различных конфигураций, размеров, при этом гарантируется высокая точность, недостижимая иными способами обработки.
Поэтому заказать штамповку листового металла нужно в тех случаях, когда собираются миниатюрные механизмы бытового назначения или промышленного.
Благодаря процессу заготовке придается нужная форма и габариты, спроектированные инженерами, посредством механического воздействия на лист проката давлением.
Сдавливающее усилие провоцирует деформации, результатом которых становится необходимая конфигурация. Штамповка подразделяется на горячую и холодную. Последний вариант наиболее часто применяется везде.
Холодная
Заготовка предварительно никак не нагревается, поэтому первоначальная толщина полотна сохраняется полностью. Заготовкой может выступать не только лист, но и полоса, тонкая лента. Обычно она выпускается из пластичных сталей низкоуглеродистых, легированных.
Сырьем листового проката также бывает сплав меди, алюминия, титана, латуни, магния, потому что в холодном состоянии прекрасно поддается деформационным изменениям.
В зависимости от решаемой задачи, формирования конкретной формы пользуются разделительными методиками или формоизменяющими. При разделениях материал в заготовленном листе частично отделяется по выбранному контуру.
Процедура осуществляется сдвигом фрагмента металла относительно основной части. Среди операций подобного рода можно отметить резку, пробивку, вырубку.
Формообразующие действия направлены на корректирование формы с размерами путем перемещения избранных областей заготовки.
Операции не приводят к глобальным разрушениям. В этом плане выделяется скручивание с вытяжкой, гибка с обжимом, рельефная формовка.
Горячая
Металлическое полотно сначала подвергается нагреву. Это необходимо делать в тех случаях, когда прокат не отличается пластичностью. Традиционно применяется при мелкосерийном выпуске элементов из листов толщиной менее 5,3 мм.
Нагрев производится в специальных печах. Температура выбирается такой, чтоб заготовка стала пластичной. В обязательном порядке принимается во внимание уровень коробления изделия в процессе остывания, утяжки, поэтому оставляют допуски большие.



